






产品分类 更多>>



英标H型钢材料:
GCr15SiMn钢硬度高、耐磨性好、淬透性较好,被广泛应用于生产厚壁轴承套圈、大尺寸滚动体以及工模具。但该钢韧性差,这常常导致恶劣服役环境中轴承的早期失效。细化晶粒既可以提高强度,又可以提高韧性,是实现钢的强韧化最有效的途径之一。本研究通过多次快速循环加热+冷却处理来细化GCr15SiMn钢的组织,从而改善其冲击韧性,提高其使用性能。试验用料取自130mm的GCr15SiMn热轧棒材,其化学成分列于表1。
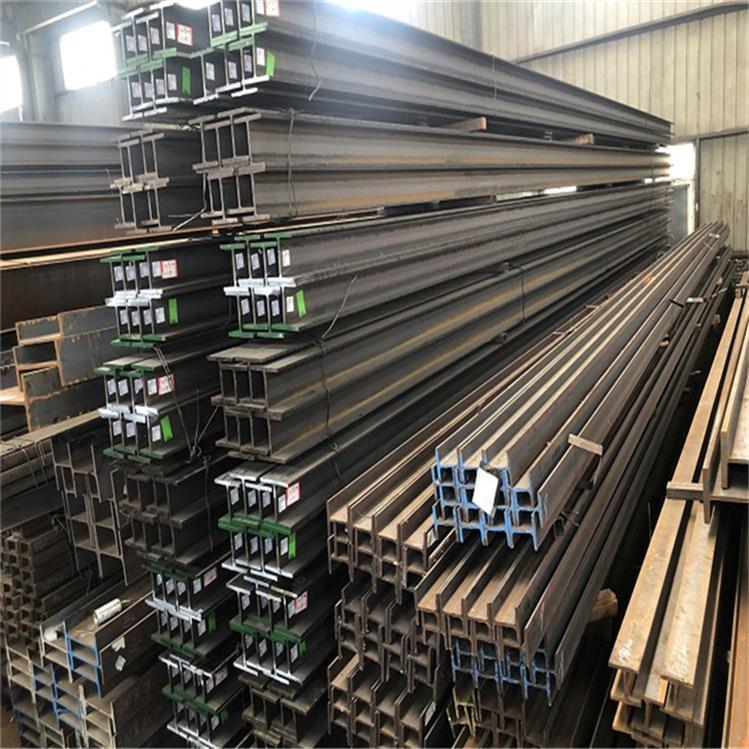
一、UB305*127*37英标H型钢介绍:
英标H型钢执行标准:EN标准;英标H型钢有三个主要的质量等级S235、S275、S355等。例如:S235材质和S275材质代表的是碳素结构钢,S355是低合金钢。
英标H型钢赛拉斯法又称火焰直接加热法;首先带钢经碱洗脱脂,而后用清除表面的氧化皮,并经水洗、烘干后再进入由煤气火焰直接加热的立式线内退火炉,通过严格控制炉内煤气和空气的焰烧比例,使之在煤气过剩和氧气不足的情况下进行不完全焰烧,从而使炉内造成还原气氛。
二、UB305*127*37英标H型钢热扎工艺手段:热轧型钢1 构件的经济性比较
四、UB标H型钢规格型号表:

钢铁冶金:并在管子上划出需熔焊的长度。将专用熔焊机打开加温至26℃,当控制指示灯变成绿灯时,开始焊接。将需连接的管子和配件放进焊接机头,加热管子的外表面和配件接口的内表面。然后同时从机头处拔出并迅速将管子加热的端头插入已加热的配件接口。插入时不能旋转管子,插入后应静置冷却数分钟不动。其加热时间和冷却时间及焊接深度按下表要求执行:管外径(mm)焊接深度(mm)加热时间(s)加工时间(s)冷却时间(min)2454325674332284442264522.58656324246675263893245838.55注:若环境温度小于5℃,加热时间应延长5%。
GCr15SiMn钢硬度高、耐磨性好、淬透性较好,被广泛应用于生产厚壁轴承套圈、大尺寸滚动体以及工模具。但该钢韧性差,这常常导致恶劣服役环境中轴承的早期失效。细化晶粒既可以提高强度,又可以提高韧性,是实现钢的强韧化最有效的途径之一。本研究通过多次快速循环加热+冷却处理来细化GCr15SiMn钢的组织,从而改善其冲击韧性,提高其使用性能。试验用料取自130mm的GCr15SiMn热轧棒材,其化学成分列于表1。
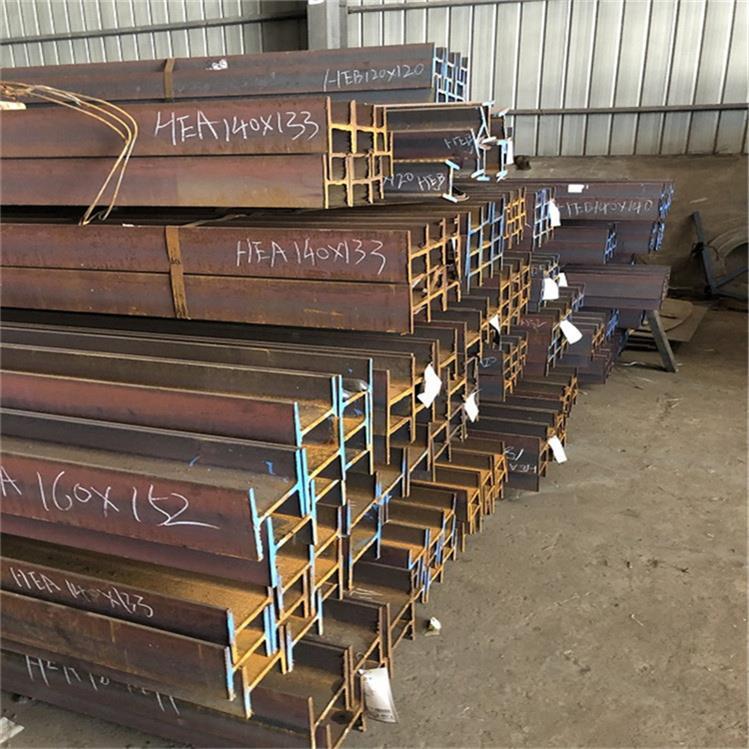
一、UB305*127*37英标H型钢介绍:
英标H型钢执行标准:EN标准;英标H型钢有三个主要的质量等级S235、S275、S355等。例如:S235材质和S275材质代表的是碳素结构钢,S355是低合金钢。
英标H型钢赛拉斯法又称火焰直接加热法;首先带钢经碱洗脱脂,而后用清除表面的氧化皮,并经水洗、烘干后再进入由煤气火焰直接加热的立式线内退火炉,通过严格控制炉内煤气和空气的焰烧比例,使之在煤气过剩和氧气不足的情况下进行不完全焰烧,从而使炉内造成还原气氛。
二、UB305*127*37英标H型钢热扎工艺手段:热轧型钢1 构件的经济性比较
四、UB标H型钢规格型号表:
钢铁冶金:并在管子上划出需熔焊的长度。将专用熔焊机打开加温至26℃,当控制指示灯变成绿灯时,开始焊接。将需连接的管子和配件放进焊接机头,加热管子的外表面和配件接口的内表面。然后同时从机头处拔出并迅速将管子加热的端头插入已加热的配件接口。插入时不能旋转管子,插入后应静置冷却数分钟不动。其加热时间和冷却时间及焊接深度按下表要求执行:管外径(mm)焊接深度(mm)加热时间(s)加工时间(s)冷却时间(min)2454325674332284442264522.58656324246675263893245838.55注:若环境温度小于5℃,加热时间应延长5%。





















